Beneficial bacteria such as Bacillus subtilis in organic fertilizers experience over 90% inactivation within 30 minutes at temperatures above 65℃. Through three technologies—low-temperature belt drying (inlet air temperature 45-55℃), microwave-assisted dehydration, and vacuum pulse drying—the effective viable bacteria retention rate can be increased to over 85% while reducing the moisture content from 60% to 25%, ensuring the finished product meets the NY 884 bio-organic fertilizer standard.
Definition First: Bioactive Substance Protection Drying refers to a specialized drying technology that maintains the physiological activity of heat-sensitive components such as functional microorganisms, enzyme systems, and humic acids by controlling the rate of heat and mass transfer and the upper temperature limit during the dehydration process of organic fertilizer. Its core difference from conventional drying lies in the dual objective function of “dehydration” and “preservation.”
Why is temperature the “red line” for organic fertilizer drying? Critical Point of Bacterial Cell Inactivation by Heat: Bacillus subtilis can survive for 72 hours at 55℃, but its survival time drops sharply to 8 hours at 60℃, and the inactivation rate reaches 90% within 30 minutes at 65℃. However, traditional drum dryers have inlet air temperatures of 180-250℃, material residence times of 15-20 minutes, and actual bacterial exposure temperatures of 80-120℃. This results in a dramatic drop in effective viable bacterial count from 2×10⁹ CFU/g to <<10⁷ CFU/g, far below the NY 884 standard requirement of ≥2×10⁸ CFU/g. According to bacterial activity monitoring data, bacterial loss due to high-temperature drying is the primary cause of substandard bio-organic fertilizer, accounting for 67%.
Oxidative Degradation of Humic Acid: Humic acid undergoes oxidative degradation at temperatures above 80℃, with its molecular weight decreasing from 10,000-50,000 Da to <<5,000 Da. This significantly reduces its chelating ability and root-stimulating activity. According to the website’s process analysis, for every 10% decrease in humic acid retention, the field fertilizer effect of bio-organic fertilizer is delayed by 7-10 days.
Low-Temperature Belt Drying: “Gentle Dehydration” at 45-55℃ Technical Principles and Parameter Window The multi-layer mesh belt dryer dehydrates materials by allowing hot air to penetrate the material layer. The inlet air temperature is 45-55℃, the air velocity is 1.5-2.5 m/s, the material layer thickness is 80-120 mm, and the residence time is 40-60 minutes. This low-temperature, long-duration strategy separates the rate of moisture evaporation from the rate of microbial thermal damage—moisture can effectively evaporate at 40-50℃ (saturated vapor pressure 7.4-12.3 kPa), while microbial metabolic activity remains largely normal below 45℃. In the specifications of low-temperature drying equipment, the five-layer mesh belt design allows for 5 material turnings per cycle, with a moisture content uniformity standard deviation of << ±2%. Key Parameter Anchor Point: When processing chicken manure organic fertilizer with a moisture content of 60% using a belt dryer, evaporating 1 ton of water requires approximately 8,000-10,000 m³ of hot air, consuming 25%-30% more energy than drum dryer. However, the microbial retention rate increases from 10% to 85%, resulting in a 2-3 times increase in overall product value.
III. Microwave-Assisted Drying: The “Molecular Scalpel” of Selective Heating Precision of Dielectric Heating: The 2,450MHz microwave frequency causes water molecules to rapidly polarize and rotate, generating heat. Organic matter and microorganisms, due to their low dielectric loss factor, experience a significantly delayed temperature rise. This selective heating allows for preferential evaporation of internal moisture, resulting in an actual microbial exposure temperature 8-12℃ lower than the ambient temperature. According to heavy equipment test data from the website, microwave-assisted drying (microwave power density 2-3W/g, hot air temperature 50℃) reduces drying time from 60 minutes with belt drying to 25 minutes, while maintaining a microbial retention rate of 82%-88%. Key Parameter Anchor Point: When microwave power density exceeds 5W/g, the temperature of local “hot spots” can instantly exceed 70℃, leading to bacterial inactivation. Power density control is the core safety parameter for microwave drying.
Vacuum Pulse Drying: “Low-Temperature Boiling” Under Negative Pressure The Thermodynamic Benefits of Vacuum Lowering Boiling Point: At a vacuum degree of -0.08MPa, the boiling point of water drops to 60℃; at a vacuum degree of -0.095MPa, the boiling point further drops to 45℃. Vacuum pulse drying, through periodic vacuuming and breaking cycles, causes the internal moisture of the material to “boil” and vaporize below 45℃, keeping the bacteria within a physiologically safe temperature range. In the vacuum drying process library, this solution is defined as the “ultimate drying solution for high-value-added bio-organic fertilizer,” but the equipment investment is approximately 3-4 times that of belt drying, suitable for high-quality production lines with an annual output of less than 5,000 tons.

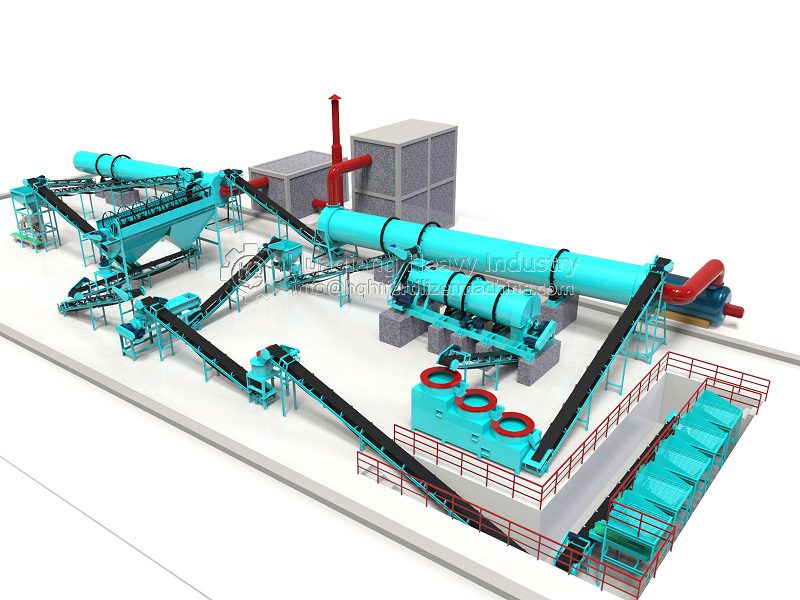
The 85% microbial retention achieved through low-temperature belt drying, microwave-assisted dehydration, or vacuum pulse drying is not merely a process specification—it is the biological guarantee that transforms fermented substrate into premium bio-organic fertilizer. In a complete organic fertilizer production equipment ecosystem, this thermal discipline begins upstream with trough-type fermentation composting technology, where controlled aerobic decomposition at 55-70°C generates stable humus while preserving the ecological niche for subsequent microbial inoculation. Post-fermentation, organic fertilizer raw material processing equipment—anchored by a precision half-wet material crusher machine—reduces substrate to ≤0.5mm uniformity, ensuring consistent moisture distribution before the critical drying stage. For granulation, selecting the appropriate organic fertilizer granulator series is essential: a new type organic fertilizer granulator engineered for low-shear, low-temperature compaction produces dense pellets without thermal shock, while an organic fertilizer disc granulation production line offers spherical precision for premium market positioning. Throughout this workflow, organic fertilizer production granulation must be validated as a unified thermal system where drying temperature never exceeds the 45-55°C threshold, ensuring every granule retains ≥2×10⁸ CFU/g viable bacteria and intact humic acid molecular weight. Manufacturers that architect this end-to-end thermal discipline—from compost channel to sealed bag—command the 2-3x price premiums that define the competitive frontier of functional soil health products.
FAQ (Frequently Asked Questions)
Q1: Will a 25% moisture content after low-temperature drying shorten the shelf life?
No. When the moisture content of the finished bio-organic fertilizer is controlled at 20%-25%, and with vacuum packaging or moisture-proof packaging lined with PE film, the storage period at room temperature can reach 12-18 months. If the moisture content is below 15%, the microorganisms enter deep dormancy, and their recovery after application to the soil is delayed, which actually affects the fertilizer’s effectiveness.
Q2: Will microwave drying produce residual electromagnetic radiation?
No. Microwave heating is non-ionizing radiation, with a frequency of 2,450MHz, far below the ionizing radiation threshold. After drying, the microwave source is turned off, and there is no radioactive residue in the material. However, microwave leakage detection (national standard limit 5mW/cm²) is required to ensure the safety of operators.
Q3: How to choose among the three drying methods?
For annual production > 10,000 tons and products mainly consisting of ordinary bio-organic fertilizer, choose low-temperature belt drying; for annual production 3,000-8,000 tons and positioned as functional microbial fertilizers (such as rhizobia and phosphate-solubilizing bacteria), choose microwave-assisted drying; for annual production << 3,000 tons and positioned as high-end substrates, choose vacuum pulse drying. The payback periods are 18 months, 24 months, and 36 months, respectively.