In organic fertilizer production, the granulation stage is a high-risk area for malfunctions. Loose granules, low forming rate, equipment blockage, and uneven granule distribution—these problems not only affect product quality but also lead to material backlog and increased energy consumption. This article summarizes the five most common problems in organic fertilizer granulation and provides practical solutions.
Problem 1: Loose Granules and Insufficient Strength
Phenomenon: Granules crumble easily when squeezed by hand, and pulverize severely during storage and transportation. Cause Analysis: Raw material fineness is too coarse (>0.5mm), resulting in insufficient bonding between granules; moisture content is too low (<15%), lacking liquid bridging effect; granulation pressure is insufficient (roller extrusion) or rolling time is insufficient (disc/drum).


Solutions:
1. Increase the raw material grinding fineness to 80-100 mesh; adjust the moisture content to 20%-25% during disc/drum granulation using atomized spraying; gradually increase the pressure to 15-25 MPa during roller extrusion granulation, while checking if the roller gap is too large (should be controlled within 0.5-2 mm).
Problem 2: Low Granulation Rate and Excessive Return Material
Phenomenon: Fine powder accounts for more than 30% of the granulator output, and a large amount of material is returned for reprocessing after screening.
Cause Analysis: The material moisture content is not up to standard (too dry or too wet); the disc tilt angle or speed setting is improper; the drum steam pressure is insufficient; the raw material contains excessively long fibers that affect agglomeration.
Solutions: 1. Detect and adjust the moisture content of the material before granulation to the target range (20%-25% for disc/drum granulation, ≤8% for roller granulation); reduce the tilt angle (e.g., from 50° to 40°) or reduce the rotation speed during disc granulation to extend the material residence time; check if the steam pressure is stable at 0.2-0.4MPa during drum granulation; control the fiber length to 2-5mm during the crushing stage.
Problem 3: Equipment blockage and material sticking to the wall
Phenomenon: Material adheres to the bottom of the disc, the inner wall of the drum, or the surface of the rollers, leading to increased equipment load and difficulty in discharge. Cause Analysis: The material moisture content is too high (>28%); the raw material has a high oil or sugar content and high viscosity; the residual material was not cleaned in time after shutdown, causing it to dry and harden.
Solutions: Adjust the moisture content to the target range before granulation; add dry powder additives to adjust excessively wet materials; add 3%-5% bentonite or humic acid to reduce viscosity for highly viscous raw materials; clean the inner wall of the disc/drum and the surface of the rollers of any residual material after each shift; equip the roller granulator with a scraper device for real-time cleaning of the roller surface.
Problem 4: Uneven Particle Size
Phenomenon: Particles from the same batch vary significantly in size, with 2-6mm particles mixed together, affecting product appearance and fertilization accuracy. Cause Analysis: Fluctuations in tilt angle or rotation speed during disc granulation; unstable feed rate during drum granulation; damaged or mismatched screen mesh in the screening machine.
Solutions: Use frequency conversion speed regulation for disc granulation, stabilizing the rotation speed within ±0.5r/min of the set value; set a buffer hopper before drum granulation to ensure continuous and uniform feeding; regularly inspect the screening machine screen and replace any damaged screens immediately; reasonably set multiple layers of screens (e.g., 4mm upper layer, 2mm lower layer) to simultaneously separate oversized particles from fine powder.
Problem 5: Rough and Cracked Granule Surface
Phenomenon: The granule surface is not smooth, with obvious cracks or burrs. Cause Analysis: Insufficient raw material fineness, resulting in exposed coarse particles; excessively high drying temperature causing surface cracking; severe wear of the roller extrusion grooves.
Solution: Increase the raw material grinding fineness to over 100 mesh; control the dryer hot air temperature below 60℃, adopting a low-temperature, high-volume process; check the wear of the roller surface grooves, and if the wear depth exceeds 0.5mm, it needs to be repaired by welding or the roller sleeves replaced.
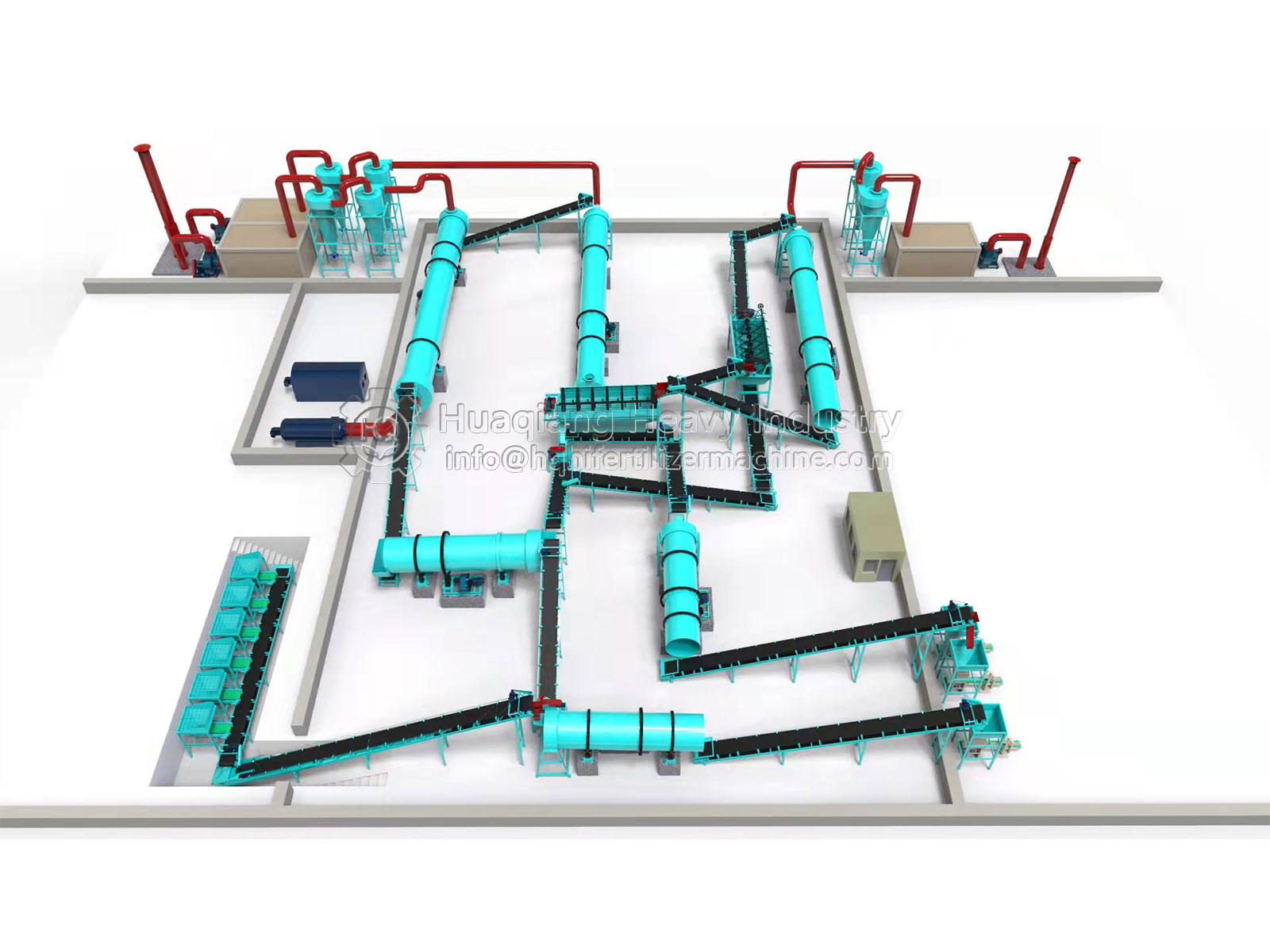
The root cause of granulation problems often lies in the triangular relationship between raw materials, equipment, and parameters. From fineness to moisture content, from pressure to speed, check and precisely adjust each factor to achieve higher granulation rates and more stable product quality in your organic fertilizer granulation line. Welcome to contact us for personalized granulation problem diagnosis services.
For loose granules, the solution may involve adjusting a flat die pelleting machine’s pressure or a drum granulator’s moisture. For low granulation rates, a rotary drum granulator might need its steam pressure checked, while a disc granulator’s tilt angle may be the culprit. Equipment blockage is a common issue, especially with sticky materials, and is best prevented by proper upstream processing. A half-wet material crusher machine is essential for managing high-moisture feedstocks, ensuring a uniform, clog-free feed for the granulator. This crusher, along with effective composting using a windrow composting machine or a large wheel compost turning machine, is the first line of defense against granulation problems. A well-prepared, consistent feedstock—properly fermented and crushed—solves the majority of issues related to loose granules, low forming rates, and uneven particle size. Mastering the synergy between these upstream processes and the chosen drum granulator or other granulator is the key to achieving a high-quality, uniform product.