What is the best large-scale chicken manure composting equipment?
Large-scale chicken manure composting equipment refers to a highly efficient, mechanized aerobic fermentation system configured for poultry farms processing over 10 tons of fresh chicken manure per day (equivalent to a farm with 50,000 to 100,000 laying hens). Its core objective is to transform fresh chicken manure with a moisture content of 75% to 80% and a nitrogen content of 2% to 4% into odorless, insect-egg-free, and organic matter-rich mature material with a content of over 45% within 15 to 20 days, providing qualified raw materials for subsequent deep processing of organic fertilizer.

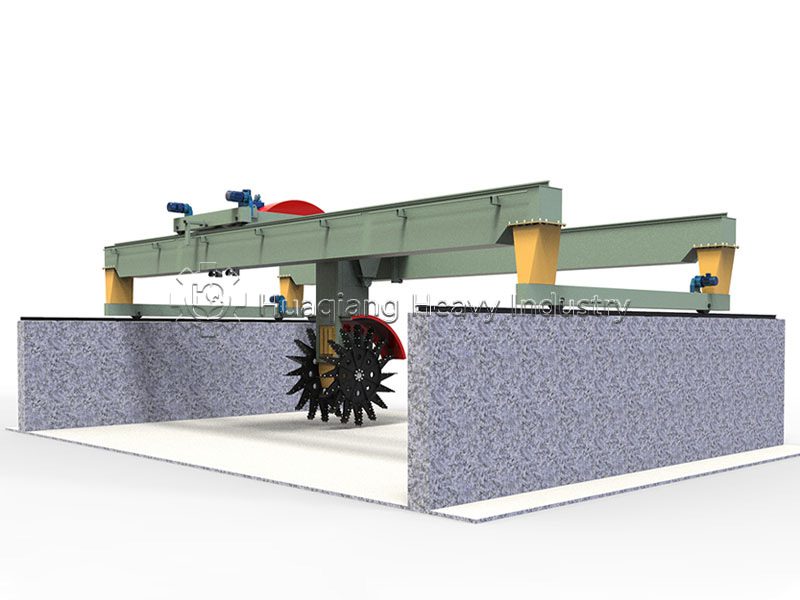
Trough-Type Turning Fermentation System: The Cost-Effectiveness Benchmark for Large-Scale Processing
Trough-type turning machines are the mainstream choice for large-scale chicken manure composting projects. The fermentation trough is constructed of concrete or brick, with a width of 3 to 6 meters, a height of 1.2 to 1.5 meters, and a length of 30 to 80 meters, with PVC perforated ventilation pipes laid at the bottom. The track-mounted turning machine runs back and forth along the trough, using a high-speed rotating blade roller to break up, displace, and convey the material backward, turning it every 1 to 2 days. The forced ventilation system automatically adjusts based on pile temperature feedback—initially, the airflow is 0.2 to 0.3 cubic meters per minute per cubic meter of material, increasing to 0.5 to 0.8 cubic meters per minute during the high-temperature period. This configuration allows the pile to reach 55 to 65 degrees Celsius within 48 hours, maintaining this high temperature for 10 to 12 days, sufficient to kill avian influenza virus, coccidia oocysts, and E. coli. A trough system with a daily output of 20 tons of material requires an investment of approximately US$30,000 to US$60,000, with energy consumption of 0.8 to 1.2 kWh per ton processed. One worker can manage 3 to 5 fermentation tanks. Compared to the rotary turner system, the trough system has a slightly higher civil engineering investment, but it is easier to control air pollution and offers greater operational stability during the rainy season.
Solid-liquid separation pretreatment: a crucial step in dehumidification and impurity removal. Directly adding fresh chicken manure to the tank will result in excessively high moisture content, pore blockage, and anaerobic foul odor. A screw extrusion solid-liquid separator is a standard pre-processor—using a variable-diameter screw to expel free water under pressure of 20 to 30 MPa, reducing the moisture content of solid materials from 80% to 55% to 65%, and decreasing volume by 40% to 50%. The separated liquid contains high concentrations of ammonia nitrogen and can be fed into an anaerobic digester to produce biogas or treated in an oxidation pond for irrigation. For chicken manure containing feathers and bedding impurities, a drum screen (6 to 10 mm mesh) needs to be installed before the separator, achieving a removal rate of over 80%. The solid-liquid separation unit costs approximately US$5,000 to US$12,000, but it can shorten the subsequent fermentation cycle by 5 to 7 days and reduce ammonia emissions by over 60%, resulting in a significant return on investment.
Drum Fermentation Reactor: A Fast-Turn Upgrade Solution
When environmental rating requirements are stringent or land is scarce, the drum fermentation reactor becomes an upgraded alternative to the trough system. This equipment is a closed horizontal rotating cylinder. Material enters from one end and is propelled forward by the slow rotation of the cylinder and the push of internal baffles, compressing the fermentation cycle to 7 to 10 days. The closed structure combined with a biological filter deodorization system reduces ammonia emissions by over 85%. Ventilation can reach 1.0 to 1.5 cubic meters per minute per cubic meter of material, with oxygen supply efficiency 2 to 3 times that of a trough system. However, the equipment investment is 2 to 3 times that of a trough system, with a single unit’s maximum processing capacity of approximately 20 tons per day; large-scale projects require multiple units operating in parallel.

Regardless of the main unit chosen, three auxiliary systems are indispensable. For the deodorization system, the investment in a biological filter or chemical scrubbing tower requires an additional 15% to 25%, especially necessary for facilities near sensitive areas. Regarding the screening and crushing equipment, after fermentation, the material is screened through an 8 to 12 mm screen to remove large pieces, and then crushed to a fineness of less than 3 mm by a semi-wet material crusher before entering the granulation or packaging process. For environmental monitoring, it is recommended to embed temperature probes and oxygen sensors in the fermentation tank, with data connected to a PLC control system to achieve automatic linkage between the turning frequency and ventilation volume.
Selecting the optimal chicken manure fertilizer machine configuration demands a holistic evaluation of throughput requirements, land availability, and environmental compliance targets. The trough-type compost turner remains the dominant choice for operations prioritizing cost-efficiency and process stability, while the windrow composting machine and large wheel compost turning machine offer compelling alternatives for expansive sites seeking lower civil engineering investments. Regardless of the primary fermentation composting turning technology adopted, integrating solid-liquid separation pretreatment and automated environmental monitoring is non-negotiable for achieving pathogen elimination and odor suppression within the standard composting process for animal manure. Once maturity is achieved, the stabilized organic material seamlessly transitions into a downstream disc granulation production line, transforming raw compost into marketable pelletized fertilizer with uniform particle size and extended shelf stability. As regulatory frameworks tighten and circular economy principles gain traction, advanced turning systems equipped with real-time temperature and oxygen feedback will define the next generation of sustainable manure valorization, ensuring that poultry waste is converted from an environmental liability into a high-value agricultural asset.